- TEL:0571- 63500669
-
自力式温度调节阀在酸洗线上的应用分析
酸洗工序是带钢冷轧生产之前用化学方法除去表面氧化铁皮的关键工序,由于盐酸酸洗的优点很突出,目前酸洗机组绝大多数是使用盐酸酸洗方法。酸洗生产线按照缩短酸洗时间、提高酸洗质量的发展趋势,经过了深槽酸洗、浅槽酸洗发展到如今的紊流酸洗工艺。酸液温度是该工艺中的一个很重要的关键点,其过高或过低都直接影响产量、质量、成本等生产经济技术指标。
某钢铁集团公司冷轧厂酸洗线酸温控制一直由手动调节石墨换热器蒸汽调节阀来实现,存在很大的不可控因素,对产量、质量、成本等生产经济技术指标影响较大,因此,必须对酸温实现自动控制改造。
一、温度对带钢酸洗的影响
(1)酸洗速度。在盐酸酸洗中,提高酸液的温度能够增加酸洗速度,当温度自18℃升高至60℃时,盐酸酸洗速度提高9~10倍。
(2)酸雾挥发。盐酸为易挥发性酸,挥发出来的HCl气体对人、金属和建筑物以及环境都有较大的损害,因此,在保证产量、质量的前提下应尽可能的降低酸液的温度,以减少酸雾的挥发。
按照《企业环境统计实用手册》中酸雾发生量的计算公式:
Gz=M(0.000352+0.000786υ)·p·F
式中
Gz——有害物质的散发量,kg/h
υ——车间或室内风速,m/s
p——常温下液体的饱和蒸汽压力,mmHg
F——液体蒸发面的表面积,m2
M——有害物质的分子量,HCl为36.46
由上式可以看出,在其他条件不变的情况下,p与Gz是正比的关系。盐酸水溶液的饱和蒸汽压力值与温度和浓度的关系见图1。从图中可以看出,在浓度一定的情况下,温度每提高10℃,p值大约增加一倍,也就是说HCl挥发量增加一倍。
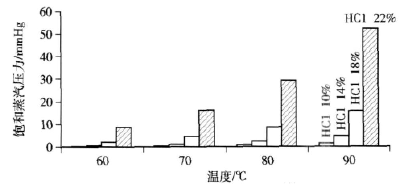
图1HCl水溶液在不同浓度及温度下的饱和蒸汽压力值
二、改造措施
据了解,目前国内比较先进的酸洗线酸温控制均实现了闭环控制,即在酸循环管道上安装耐腐蚀的热电阻,测量信号反馈到主PLC,按照制定的工艺,PLC发送信号至酸循环换热器的蒸汽管道电磁阀,通过阀门的开启度来提高或降低酸温。这种控制方式的优点是控制比较精确、及时,缺点是投资较大、使用寿命较短,主要是蒸汽用电磁阀比较贵,而且容易损坏。因此借鉴公司其他生产线的控温方式,通过采用自力式温度调节阀改造,实现了对酸温的自动闭环控制。
自力式温度调节阀(图2)不需外界能源而进行温度自动调节,它适用于蒸汽、热水、热油等为介质的各种换热工况。其工作原理是利用液体受热膨胀及液体不可压缩的原理实现自动调节,温度传感器内的液体膨胀是均匀的,其控制作用为比例调节,被控介质温度变化时,传感器内的感温液体体积随着膨胀或收缩。当被控介质温度高于设定值时,感温液体膨胀,控制器推动阀芯向下关闭阀门,减少热媒的流量从而降低控制液体的温度;反之被控介质的温度低于设定值时,感温液体收缩,支架内的复位弹簧推动阀芯开启,增加热媒的流量提高控制液体的温度。该阀安装简单、无需电源气源、调节设定简易、平衡阀芯设计。
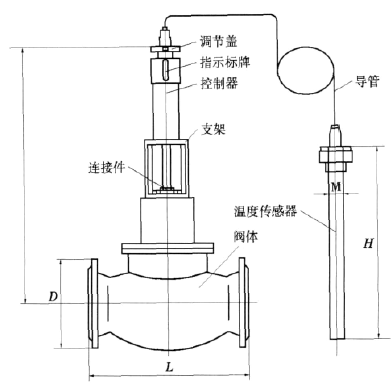
图2 自力式温度调节阀结构示意图
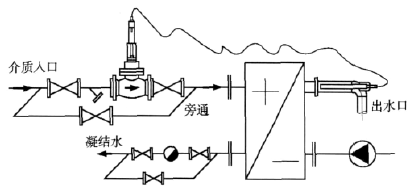
图3 自力式温度调节阀安装位置

图4 感温探头连接
由于目前市场上自力式温度调节阀的感温器均是金属材料,而要检测盐酸温度就必须对其进行防腐处理,考虑到检测精度和使用寿命及安装,对感温器做了聚四氟乙烯(F4)防腐,厚度控制在3mm以下,这样既大大延长了感温器的使用寿命,又对检测精度影响不大,而且可以通过校验将测温误差予以消除。阀体需要安装在蒸汽管路上,前后装截止阀,并设旁通,以便检修(图3)。
感温探头需要安装于石墨换热器出口处以实现控制精度,原安装方式是螺纹连接,不能实现防腐处理,改为图4所示的连接方式。这种安装方式的优点是投资较小、安装方便简单、便于维护,关键是橡胶密封圈的加工制作,考虑到橡胶的弹性和密封效果,胶圈内径尺寸为防腐处理后的感温器外径减去1mm,以保证密封效果,外径靠锥度和两法兰的压紧来保证密封酸液。
三、使用效果
采用自力式温度调节阀改造投入使用后,酸洗线运行一直比较稳定,没有发生故障,在没有外界能源的情况下完全实现了温度闭环控制,降低了劳动强度,酸液的温度可以稳定的控制在工艺要求的±5℃以内。
